



 français
français English
English русский
русский español
español português
português العربية
العربية Türkçe
Türkçe ไทย
ไทย Tiếng việt
Tiếng việt chinese
chinese
le tuyau Est principalement utilisé pour la pose et la réparation de tuyaux dans la construction d'énergie électrique, la construction d'autoroutes et ferroviaires, des chaudières, des ponts, des navires, des meubles, des décorations, etc. Il présente les avantages de plusieurs fonctions, une structure raisonnable et une opération simple opération. Le principe de travail de base de la Machine à cintrer est d'appliquer un moment de flexion à travers un point d'appui raisonnable et un point de stress pour que le tuyau en acier subit une déformation plastique, de manière à atteindre le but de la flexion à froid de l'acier La matrice inférieure est située à l'avant de la Benderier de tuyau hydraulique, qui est suspendu sur le cadre par des cylindres hydrauliques dans un état flottant Etat. Utilisez l'épandeur pour introduire le tuyau en acier à l'arrière du bendulaire de tuyau à travers la pince et la matrice supérieure dans la matrice inférieure, insérez le tube interne dans le tube en acier et placez-le au centre de la majuscule Die. éviter une déformation anormale Ensuite, nous fournirons quelques fonctionnalités techniques pour la majorité des Bender-Bender Entreprises:

1. régulation du tube
Quand concevoir et organiser des tuyaux, éviter des arcs excessives, des courbes arbitraires, des virages composés et des arcs supérieurs que 180 °. L'arc excessivement grand rend non seulement le moule volumineux, mais est également limité par la taille de la machine outil; La conception de courbes arbitraires et de flexion composé est très déraisonnable, ce qui empêche considérablement la mécanisation et la production automatisée, et rend difficile l'élimination des opérateurs de se débarrasser du manuel lourd Travail. De plus, l'arc supérieur que 180 ° rend la machine à courir incapable de décharger le moule Moule.
2. Normalisation du rayon de pliage
Quand vous utilisez un couche unique Bender-tuner de moule, le rayon de flexion devrait être autant que possible à atteindre "Un tuyau, un moule" et "multiple tuyaux, un moule". En ce qui concerne un tube, peu importe Comment Beaucoup de virages et de l'angle de pliage, il ne peut y avoir qu'un rayon de pliage, parce que Le module n'est pas remplacé pendant Le processus de flexion, c'est "un tube, un moule". "Multi-tubes et un moule" signifie que le même rayon de pliage devrait être utilisé autant que possible pour les tubes du même diamètre, c'est-à-dire le même ensemble de modules permettant de plier différentes formes de tubes, ce qui aidera à réduire le nombre de modules
Si Vous choisissez un multicouche mouler tube, vous pouvez avoir plusieurs rayons de flexion différents sur le même tuyau. Il n'est pas nécessaire de s'inquiéter des problèmes ci-dessus
3. valeur de rayon de flexion appropriée
Le rayon de flexion du cathéter détermine la résistance du cathéter pendant pliage. De manière générale, un grand diamètre de tuyau et un petit rayon de pliage sont sujets aux rides internes et aux glissements pendant la flexion et la qualité de flexion est difficile à Garantie. Par conséquent, il est très approprié de choisir la valeur du rayon de la ligne centrale de la matrice de pliage de tuyau à 2 ou 3 fois le tuyau diamètre.
4. vitesse de pliage modérée
L'influence principale de la vitesse de flexion de la vitesse de formage de la qualité est: Une vitesse trop rapide entraînera facilement l'aplatissement de la partie pliée du cathéter et la rondelle ne répondra pas aux exigences, ce qui entraînera la déchirure du cathéter. Si La vitesse est trop lente, il est facile de provoquer le riding du cathéter et du glissement du bloc de compression et un tuyau d'un grand diamètre est susceptible de provoquer la flexion du cathéter Pour un grand nombre de tests sur ces Deux CNC, il convient de déterminer la vitesse de pliage du cathéter à être 20% à 40% de la vitesse de pliage maximale de la machine Machine.
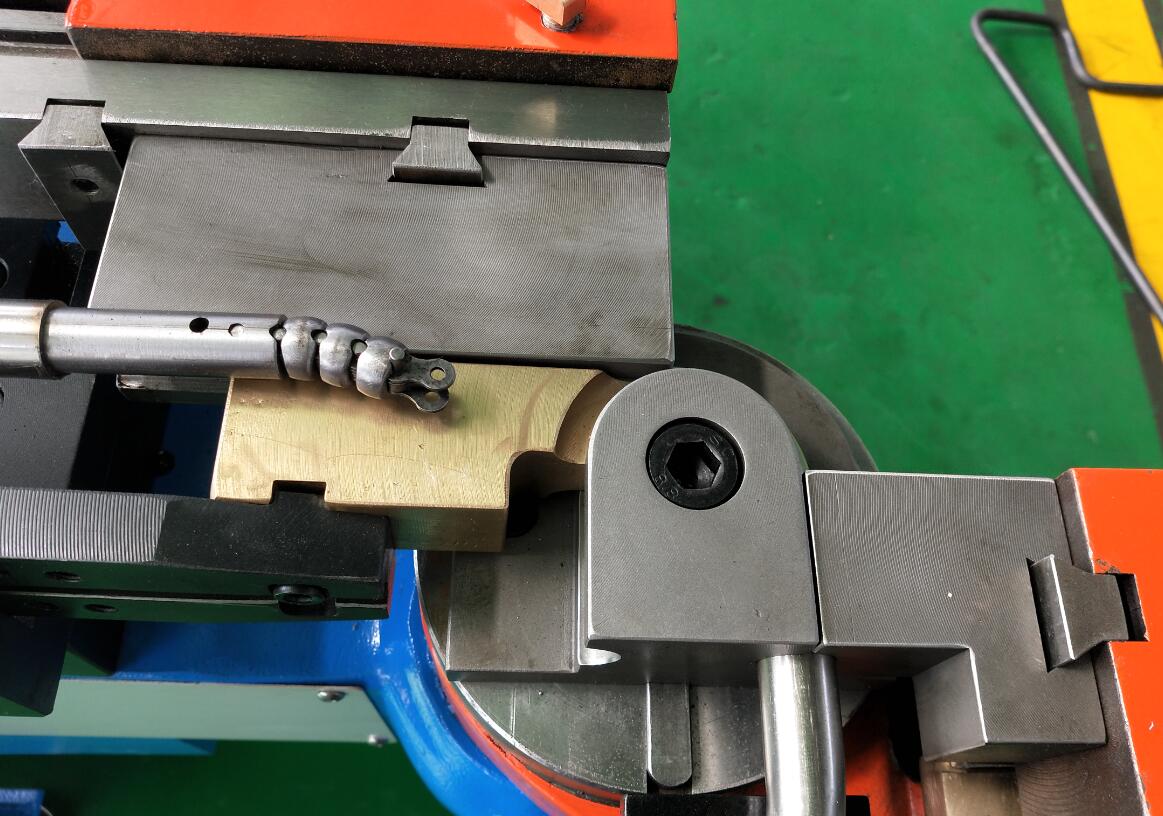
5. Mandrel approprié et son emplacement
La tige principale joue principalement le rôle de soutien de la paroi interne du rayon de flexion du cathéter pour empêcher sa déformation la flexion processus. Il existe de nombreux types de tiges de noyau, telles que des tiges cylindriques, des tiges universelles simples, doubles, triples et de quatre tiges de noyau de tête à billes, des tiges noyau de tête de balle directionnelles et multiples, etc. En outre, la position du mandrin a également un certaine influence sur la flexion du cathéter. Théoriquement, sa ligne tangente devrait Soyez affleurant avec la ligne tangente de la matrice de pliage de tuyaux, mais un grand nombre d'expériences ont prouvé qu'il est préférable d'être 1 ~ 2mm à l'avance, et la qualité de la flexion des tuyaux est idéale à ce moment-là.
Si toute enquête sur Machine à cintrer, pls Contactez-nous Blma librement. :)




